Description
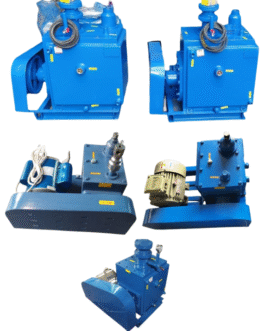
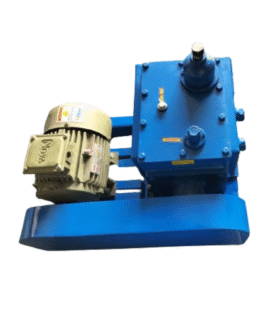
Single Stage Liquid Ring Vacuum Pump For Evaporation
Experience unparalleled efficiency and reliability with our Single Stage Liquid Ring Vacuum Pump. This vacuum pump is expertly designed for evaporation processes in various industrial applications. This advanced pump provides dependable vacuum performance, ensuring optimal results in your operations. Whether you are in the food, chemical, or pharmaceutical industry, this single stage liquid ring vacuum pump is tailored for evaporation tasks, making it the perfect solution to enhance your productivity.
Key Features That Stand Out
Our Single Stage Liquid Ring Vacuum Pump is packed with essential features that set it apart from the competition. With a robust construction, this pump is engineered to endure demanding conditions while offering the following benefits:
- High Efficiency: Designed to achieve high levels of vacuum quickly, the pump significantly reduces energy consumption during operation. Ideal for evaporation processes, especially with a liquid ring pump.
- Low Maintenance: The simple yet effective design minimizes the need for frequent maintenance, saving you time and costs.
- Environmentally Friendly: Our liquid ring technology utilizes liquid as the sealing medium, effectively reducing air pollution and enhancing sustainability.
- Versatile Applications: Suitable for a wide range of evaporation processes, including drying, distillation, and concentration with a single stage vacuum pump.
Benefits and Comparisons with Competitors
When deciding on a vacuum pump for your evaporation needs, it’s crucial to consider both the benefits of our Liquid Ring Vacuum Pump for evaporation, and compare how it stacks up against competitors. Customers have noted the following advantages:
- Quick Installation: Unlike many competitor models, our pump is designed for quick and easy installation. This allows you to set it up with minimal downtime.
- Stable Performance: The pump operates steadily across various pressures and temperatures, making it a reliable choice. It outperforms traditional diaphragm pumps that may struggle under fluctuating conditions.
- Cost-Effective Operation: Because it uses less energy and requires minimal maintenance, our pump can lead to significant long-term savings. It outperforms many other options on the market, particularly when used for evaporation processes.
In summary, if you are looking for a reliable and efficient vacuum pump for your evaporation processes, our Single Stage Liquid Ring Vacuum Pump is the answer. Its superior efficiency, low maintenance requirements, and environmentally friendly operation make it an industry leader. Choose our pump today and experience the difference in performance and convenience.