Description
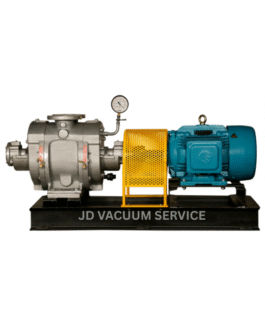
Liquid Ring Vacuum Pump – Single & Two-Stage
A Liquid (Water) Ring Vacuum Pump is a highly reliable and efficient device used to create vacuum in various industrial applications. It operates using a rotating impeller and a sealing liquid (usually water) to form a liquid ring that compresses and evacuates gases.
These pumps are widely preferred for handling wet, humid, and contaminated gases due to their robust and simple design.
Working Principle
Both single and two-stage pumps work on the same principle:
- An impeller rotates inside a casing partially filled with liquid.
- The liquid forms a ring due to centrifugal force.
- Gas enters through the inlet and gets trapped between impeller blades.
- The gas is compressed and discharged through the outlet.
In two-stage pumps, this process happens in two steps, allowing deeper vacuum levels.
Advantages of Liquid Ring Vacuum Pumps
- Can handle wet and corrosive gases
- Low noise and vibration
- No metal-to-metal contact (longer life)
- Easy maintenance
- Suitable for continuous operation
Accessories & Optional Features
Enhance the performance and lifespan of your vacuum system with the following accessories:
- Vacuum gauges
- Non-return valves
- Gas-liquid separators
- Heat exchangers
- Control panels (automatic / PLC-based)
- Silencers for noise reduction
- Mechanical seals / gland packing options
Why Choose Our Liquid Ring Vacuum Pumps?
- High efficiency and reliable performance
- Designed as per international quality standards
- Custom-built solutions available
- Competitive pricing
- Strong after-sales support
- Fast delivery across India and global markets