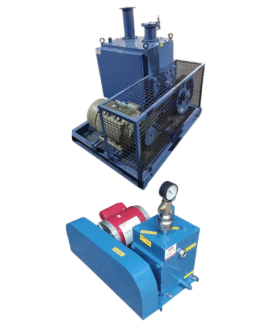
Oil Sealed Rotary High Vacuum Pumps

JDO 50 to 20000 lpm. Country of Origin: Made in India. Get Maximizing Efficiency with Our Oil Sealed Rotary High Vacuum Pumps. Its use in various Industrial applications.
- Type: Oil Sealed Rotary High Vacuum Pumps
- Power: 0.25 HP to 25 HP
- Max. Vacuum: Single Stage: 0.05 mm of Hg.
- Max. Vacuum: Two Stage: 0.005 mm of Hg.
- Recommend Motor: 0.25 HP to 25 HP, 1450 RPM Pump Speed: 500 RPM
- Max. Capacity: 50 LPM to 20,000 LPM (3.06 M3/hr.to 1204 M3/hr.)
- Usage/Application: Industries
- Country of Origin: Made in India
Description
Powerful and Reliable Oil Sealed Rotary High Vacuum Pumps
Experience unmatched performance and durability with our Oil Sealed Rotary High Vacuum Pumps, engineered for demanding industrial and laboratory applications. Designed to deliver deep vacuum levels with superior efficiency, these pumps ensure consistent results in processes requiring precision, reliability, and long service life. Whether for vacuum coating, refrigeration servicing, or laboratory experiments, this pump guarantees optimal results every time.
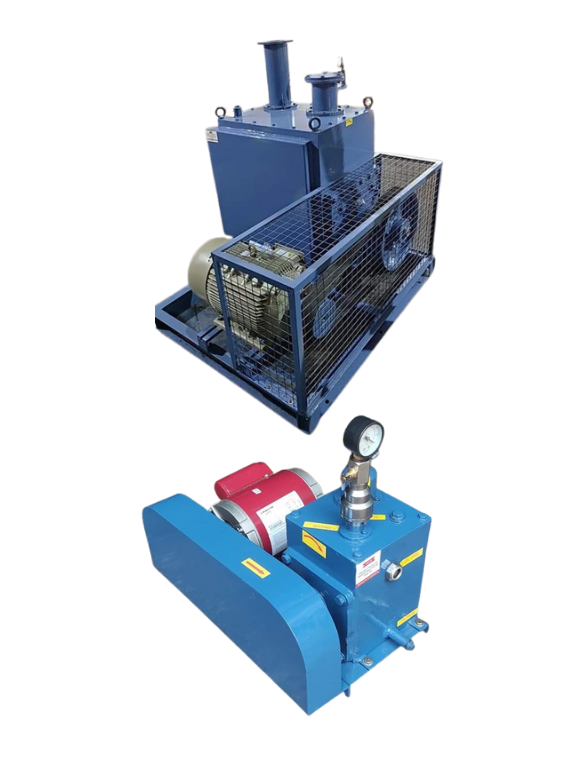
Superior Vacuum Performance for Industrial Excellence
Achieve exceptional vacuum depth and stability with advanced oil-sealed rotary vane technology. Each pump is meticulously crafted to reach ultimate pressures as low as 0.001 mbar, ensuring clean, stable, and powerful vacuum output.
The dual-stage design offers faster evacuation times and minimal backflow, making it perfect for critical operations in chemical processing, research facilities, and production lines. The precision-balanced rotor and low-vibration operation ensure quiet performance and longevity even under continuous use.
With our high-efficiency motor and fine oil filtration system, users benefit from smooth operation and reduced maintenance downtime.
Ideal For:
- Vacuum distillation and impregnation
- Leak detection systems
- Freeze drying and vacuum drying
- Vacuum packing and coating applications
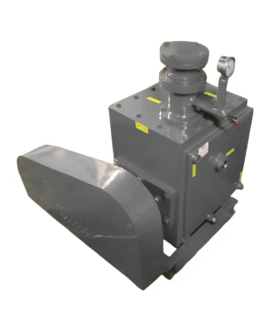
Rugged Construction Meets Long-Lasting Efficiency
Built from high-grade cast iron and aluminum components, our Oil Sealed Rotary High Vacuum Pumps are made to withstand intensive use and harsh environments. The robust housing design, coupled with advanced sealing technology, prevents oil contamination and leakage, ensuring clean and reliable vacuum generation over extended periods.
A forced oil circulation system lubricates all moving parts, minimizing friction and heat buildup. This means longer pump life, reduced maintenance costs, and higher operational uptime — essential for continuous industrial workflows. Compact, durable, and corrosion-resistant, these pumps are a trusted solution for both portable and stationary systems.
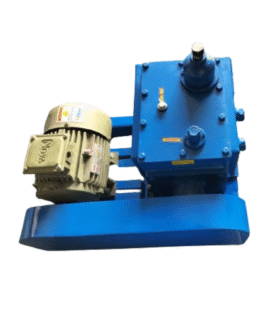
Easy Operation and Maintenance for Modern Workflows
Simplify your work with user-friendly controls, quick oil inspection windows, and easy oil drain systems for fast servicing. Designed with ergonomic mounting options and minimal vibration, these pumps integrate seamlessly into your setup without the need for extensive adjustments.
Their efficient cooling mechanism maintains optimum temperatures, ensuring stable performance even during prolonged operations. The low noise level makes it suitable for laboratory or production environments where quiet operation is a must. With energy-efficient motors and sustainable oil usage, this vacuum pump offers both performance and cost savings.
Why Choose Our Oil Sealed Rotary High Vacuum Pumps?
- Deep ultimate vacuum with stable performance
- Dual-stage rotary vane design for faster evacuation
- Sturdy construction ensuring long-term reliability
- Easy maintenance and oil management system
- Ideal for research labs, chemical industries, and production lines
SINGLE STAGE
| Model No. | Max Vacuum | approx oil filling ltrs. | free air displacement Lt./min, c.f.m, m3/hr | Drive Motor | ||||
|---|---|---|---|---|---|---|---|---|
| JDO-50 I | 0.05 mbar | 2 | 50 LPM | 1.8 C.F.M. | 3 M3/HR | 0.25 | ||
| JDO-100 I | 0.05 mbar | 2 | 100 LPM | 3.5 C.F.M. | 6 M3/HR | 0.25 | ||
| JDO-150 I | 0.05 mbar | 3 | 150 LPM | 5.3 C.F.M. | 9 M3/HR | 0.50 | ||
| JDO-300 I | 0.05 mbar | 5 | 300 LPM | 10.6 C.F.M. | 18 M3/HR | 1.00 | ||
| JDO-500 I | 0.05 mbar | 9 | 500 LPM | 17.6 C.F.M. | 30 M3/HR | 1.50 | ||
| JDO-750 I | 0.05 mbar | 10 | 750 LPM | 26.5 C.F.M. | 45 M3/HR | 2.00 | ||
| JDO-1000 I | 0.05 mbar | 10 | 1000 LPM | 35.3 C.F.M. | 60 M3/HR | 2.00 | ||
| JDO-1500 I | 0.05 mbar | 25 | 1500 LPM | 53.0 C.F.M. | 90 M3/HR | 3.00 | ||
| JDO-2000 I | 0.05 mbar | 25 | 2000 LPM | 70.6 C.F.M. | 120 M3/HR | 3.00 | ||
| JDO-3000 I | 0.05 mbar | 32 | 3000 LPM | 106.0 C.F.M. | 180 M3/HR | 5.00 | ||
| JDO-5000 I | 0.05 mbar | 36 | 5000 LPM | 178.5 C.F.M. | 300 M3/HR | 7.50 | ||
| JDO-7500 I | 0.05 mbar | 60 | 7500 LPM | 265 C.F.M. | 450 M3/HR | 10.00 | ||
| JDO-10000 I | 0.05 mbar | 66 | 10000 LPM | 353 C.F.M. | 600 M3/HR | 15.00 | ||
| JDO-15000 I | 0.05 mbar | 68 | 15000 LPM | 530 C.F.M. | 900 M3/HR | 22.00 | ||
| JDO-20000 I | 0.05 mbar | 70 | 20000 LPM | 710 C.F.M. | 1200 M3/HR | 25.00 | ||
DOUBLE STAGE
| Model No. | max vacuum | approx oil filling ltrs. | free air displacement Lt./min, c.f.m, m3/hr | drive motor | ||||
|---|---|---|---|---|---|---|---|---|
| JDO-50 II | 0.005 mbar | 2 | 50 LPM | 1.8 C.F.M. | 3 M3/HR | 0.25 | ||
| JDO-100 II | 0.005 mbar | 3 | 100 LPM | 3.5 C.F.M. | 6 M3/HR | 0.50 | ||
| JDO-150 II | 0.005 mbar | 4 | 150 LPM | 5.3 C.F.M. | 9 M3/HR | 1.00 | ||
| JDO-300 II | 0.005 mbar | 7 | 300 LPM | 10.6 C.F.M. | 18 M3/HR | 1.50 | ||
| JDO-500 II | 0.005 mbar | 12 | 500 LPM | 17.6 C.F.M. | 30 M3/HR | 2.00 | ||
| JDO-750 II | 0.005 mbar | 14 | 750 LPM | 26.5 C.F.M. | 45 M3/HR | 3.00 | ||
| JDO-1000 II | 0.005 mbar | 15 | 1000 LPM | 35.3 C.F.M. | 60 M3/HR | 3.00 | ||
| JDO-1500 II | 0.005 mbar | 30 | 1500 LPM | 53.0 C.F.M. | 90 M3/HR | 5.00 | ||
| JDO-2000 II | 0.005 mbar | 35 | 2000 LPM | 70.6 C.F.M. | 120 M3/HR | 5.00 | ||
| JDO-3000 II | 0.005 mbar | 40 | 3000 LPM | 106.0 C.F.M. | 180 M3/HR | 7.00 | ||
| JDO-5000 II | 0.005 mbar | 42 | 5000 LPM | 178.5 C.F.M. | 300 M3/HR | 10.00 | ||
| JDO-7500 II | 0.005 mbar | 65 | 7500 LPM | 265 C.F.M. | 450 M3/HR | 15.00 | ||
| JDO-10000 II | 0.005 mbar | 75 | 10000 LPM | 353 C.F.M. | 600 M3/HR | 20.00 | ||
| JDO-15000 II | 0.005 mbar | 80 | 15000 LPM | 530 C.F.M. | 900 M3/HR | 25.00 | ||
| JDO-20000 II | 0.005 mbar | 80 | 20000 LPM | 710 C.F.M. | 1200 M3/HR | 30.00 | ||