Description
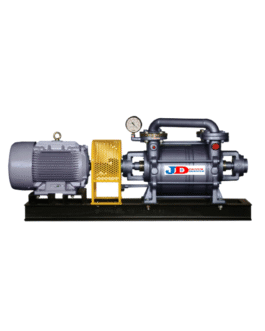
Double Stage Water Ring Vacuum Pump
If you’re in need of a robust and efficient vacuum solution, the Double Stage Water Ring Vacuum Pump from JD VACUUM SERVICE is here to deliver unparalleled performance. This innovative pump is designed to handle a wide range of industrial applications, providing the reliability and stability you expect from our top-tier products.
Outstanding Features & Benefits
The Double Stage Water Ring Vacuum Pump is your ultimate partner for various operations. With its unique double-stage design, it offers significant advantages in efficiency and vacuum depth. The prime feature of this pump is its ability to maintain a consistent vacuum level, ensuring that your processes run smoothly without interruption. Additionally, its water-ring principle works excellently for continuous operation in harsh environments.
Key features include:
- High energy efficiency reducing operational costs.
- Quiet operation functioning below standard noise levels.
- Robust construction made from durable materials for longevity.
- Simple maintenance procedures, ensuring minimal downtime.
Features and Benefits
This advanced pump features a robust double-stage design that enhances its capability to achieve low absolute pressures. The design effectively reduces the vapor pressure of the pumped medium, resulting in a more efficient vacuum process. With the Double Stage Water Ring Vacuum Pump, you can experience:
- Increased pumping efficiency, ensuring faster process times.
- Reliable operation under varying atmospheric conditions.
- Enhanced durability, thanks to high-quality materials used in construction.
- Low maintenance requirements allow for seamless integration into your existing systems.
- Environmentally friendly operation, using water as a working fluid to prevent harmful emissions.
Applications
The versatility of the Water Ring Vacuum Pump makes it suitable for numerous applications across different industries. From drying processes in food production to vacuum distillation in chemical industries, this pump’s adaptability sets it apart. It is also ideal for:
- Evacuation and transfer of gases and vapors.
- Vacuum packing in the food industry.
- Environmental testing and air sampling.
- Laboratory research and equipment calibration.
In addition to its versatility, the pump’s efficiency and reliability help reduce operational costs and downtime, making it an indispensable part of your toolkit.
Why Choose JD VACUUM SERVICE?
At JD VACUUM SERVICE, customer satisfaction is at the forefront of everything we do. Our Double Stage Water Ring Vacuum Pump is engineered with cutting-edge technology, backed by years of industry expertise. We pride ourselves on delivering not just a product but a complete solution tailored to your unique needs.
By choosing our vacuum pump, you invest in:
- Exceptional customer support to address any queries or concerns.
- Quality assurance backed by strict manufacturing standards.
- A money-back guarantee to ensure your complete satisfaction.
This vacuum pump is tested rigorously to ensure it meets the highest performance standards, making it an ideal choice for businesses seeking reliable and efficient vacuum solutions.
Conclusion: A Smart Investment for Your Operations
In conclusion, if efficiency, reliability, and performance matter to you, the Double Stage Water Ring Vacuum Pump from JD VACUUM SERVICE is the investment you need. Revolutionize your vacuum processes and ensure you have the best equipment at your disposal. Order today and take the first step towards achieving enhanced productivity in your operations.